


产品系列
PRODUCT CATEGORY
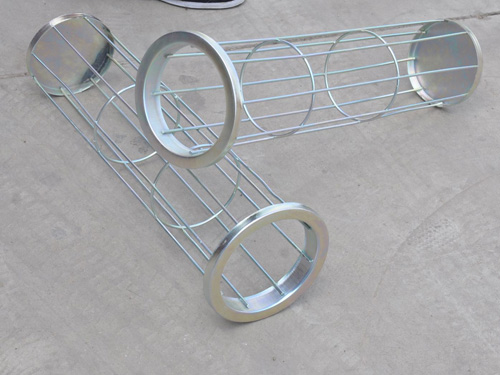

镀锌除尘骨架是除尘骨架焊接成型后司理镀锌后处理表面。为除尘骨架美丽要素考虑,镀锌除尘骨架有一般镀锌和五颜六色镀锌两种,可根据客户要求订做不同标准不同表面处理的除尘骨架。是选用冷拉丝通过专用焊接设备后再进行镀锌处理,镀锌牗后能够增加骨架的抗銹性,而且能够下降在换除尘布袋时对滤袋的危害,由于价格比较廉价,选用较多。
镀锌除尘骨架有需要的焊接工艺,焊接小部分可一次结束,即在焊接固定的方位,与恰当的焊接次序拼装。大型钢结构的设备和焊接需求先将小件结束焊接,然后的进行拼装与焊接。部件拼装时,以防止设备过程中发作的过多的压力和变形,使不同类型的零配件和组件的标准,形状,大小和模型的要求,而且拼装时不能有较大外力强制拼装,以防止零部件过度焊接应力和较大约束力带来的变形。
镀锌骨架资料:除尘骨架主要由低碳钢丝、镀锌钢丝、不锈钢线材等制造而成。并对其进行镀锌、喷塑、防腐、表面有机硅喷涂等处理,是除尘骨架具有特性,进而延伸除尘骨架的寿数。
镀锌除尘骨架/镀锌骨架技术要求:
a、要有满足的强度,刚度,垂直度和标准精度,为防止紧缩变形,损坏运送,滤袋除尘器互相接触和套袋,袋架抵触困难的情况;
b、袋式除尘骨架表面有防腐处理,可用喷雾或镀锌,在高温防腐处理剂应满足高温的需求;
c、悉数焊接接头有坚定,不允许脱焊,焊接和焊接走漏;
镀锌除尘骨架技术发展趋势在以下几个方面:高温文高湿度,腐蚀性强的骨架和过滤介质。
如何提升镀锌除尘骨架使用寿命的技巧:
影响镀锌除尘骨架寿命的因素有粉尘的性质,气流的分布,除尘骨架的加工质量等。如因镀锌除尘骨架焊接不牢,在程使用过程中开焊,将除尘滤袋剌破,应及时焊好,并将镀锌除尘骨架毛刺焊渣磨平打光,或换新的除尘骨架。镀锌除尘骨架通常是用直径4毫米的钢丝焊接而成的。
镀锌除尘骨架常用的焊接方法有两种,一种是用点焊机点焊,另一种是用氧-乙炔焊接。采用前一种方法,表面光滑,不易产生毛刺,变形小。除尘器不能使用破损的除尘布袋进行工作,否则会加速除尘器的报废。
当个别除尘布袋发生小面积破损时,为了节省开支,建议可以用旧的布袋或同样材料新滤布将破洞补上使用,补洞方法是使用有机硅橡胶混合料进行粘接,只要粘接剂的使用温度、化学性能与工艺状况相适应便可。采用后一种方法,生产效率低,表面粗糙,易变形。
镀锌骨架型结构具有需要的焊接工序,在焊接小型构件时可一次结束,即在焊接固定好方位后,用合适的焊接次序拼装结束。而大型钢结构拼装与焊接需求先将小件组焊接结束,然后再进行究竟的拼装和焊接。在进行部件拼装时,我华英为了避免拼装进程中发生过度的应力和变形,应该使不同类型的零配件符合构件规则的标准、形状巨细和样板的要求,并且拼装时不能有较大外力强制拼装,以避免零部件过度焊接应力和较大约束力带来的变形。
圆袋型结构钢结构的制作、拼装进程是一种具有不同性质和操作的进程,应该在一个标准的水平面上进行,依照相应的办法和办法制作和加工。除尘骨架的操作途径应使所受的自重压力的程度足够大,不会出现钢构件失稳和下沉的现象,以满足构件拼装的基本要求。
此外,拼装与焊接进程除尘器骨架中应使焊接接头热量均匀,消除应力并削减变形;焊缝应做到对接空位、坡口角度、搭接长度和T形贴角的标准无误,且办法、巨细应与构件的规划和焊接标准一起。
上一篇:梯形骨架 下一篇:弹簧除尘骨架